Application of Chemical cleaning
For screws, hot runners and extrusion dies

Application examples from the plastics industry
Convincing performance
In more than 25 years of our company history, we have been able to continuously improve our cleaning concentrates. Nowadays we can look back on a large number of successful applications. Numerous machine manufacturers, color batch producers, hot runner manufacturers, toolmakers and manufacturers of plastic articles rely on the cleaning concentrates from ver-rus.
Lower maintenance costs due to impregnating effect
Continuous cleaning creates an impregnating effect, which means that less cleaning processes have to be carried out overall
Due to the fact that no abrasive cleaning takes place, even lower maintenance costs are the result!
Screw and barrel
Persistent deposits in the screw
Cost-efficient color and material changes as well as cleaning processes are always a major challenge for every practitioner in plastics processing. They often take several hours to days and therefore cause immense costs.
One cause of these long cleaning processes often are the deposits in the screw. There are also flow dead zones in the bottom of the screw. As in all other dead zones, the plastic is exposed to the high temperatures for too long, burns, builds up layer by layer and above a certain size, is carried away by the flowing plastic melt (black specks).


Color streaks after the color change?
Similarly after a color change, color streaks from previous colors suddenly reappear. They also deposite in the flow dead zones and can detache again under certain conditions. The resulting color streaks render the molded parts unusable.









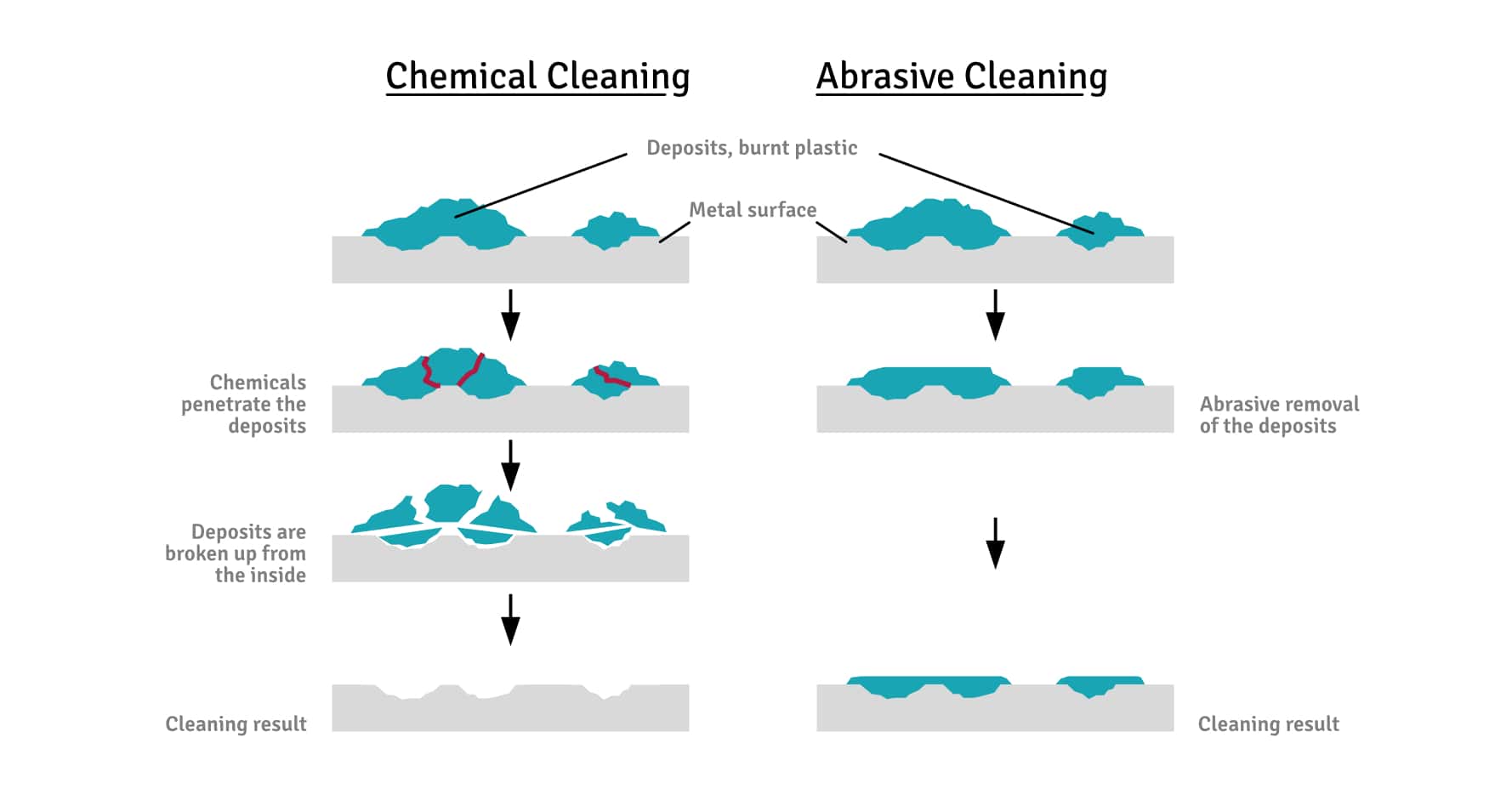
Foaming cleaning material against black specks, streaks and deposits
The chemicals penetrate the deposits and break them down from the inside, loosening them from the metal surface.
On the other hand an abrasive, non-foaming cleaning material, only “sands” the deposits in the area of the melt flow. Deposits located in the flow dead zone will not be removed with this technique/method.
Chemical cleaning of screws, hot runners and nozzles
Only chemically foaming cleaners can reach the flow dead zones (problem areas) in a plastics processing operation. In the dead zones, the plastic burns and builds up layer by layer on the metal surfaces. Obove a certain size the burned plastic is carried away by the melt flow. These resulting black specks are known to lead to scrap.

Injection molding

Dead zones in the hot runner
Particularly in the hot runner, there are some areas of non-flowing melt (dead zones). Burnt plastic builds up in these areas until it is carried along by the flowing melt and thereby leads to scrap.
Through the adjustable cleaning force and the cleaning of dead zones result in the shortest cleaning processes with the lowest material consumption.
The following areas need to be mentioned:
- Splitting of the melt flow in multi-cavity molds
- Redirection of melt flow to nozzles and in extrusion dies
- Needle shadows in valve gate nozzles
- Transitions from the hot runner to the nozzles

Deposit in hot runner nozzles
The nozzles in the hot runner are the biggest cause of streaks and black specks. Solidified, burnt plastic or previous material is always carried away from the insulating area by the flowing melt. Removing the insulating caps of the nozzles before a material/color change is often quite complex and time-consuming due to the disassembly of mold parts.
This time can be saved if chemical cleaning concentrates/granules are used. Through foaming of these cleaners, part of the solidified plastic is dissolved and flushed out. Afterwards this free area is occupied by the current melt and can therefore no longer cause scrap.




Extrusion

Material deposits in flow dead zones
The plastic melt must also be diverted in extrusion dies. Flow dead zones are created at these points. As in all flow dead zones in plastics processing, the plastic burns and forms deposits. They will build up layer by layer.
Above a certain size, the flowing melt carries particles of the combustion residues with it. Black spots or even cent-sized lumps can then be seen in the extrudate.






In these sample photos:
A clean extrusion die in just a few minutes: Conductive materials as well as materials with a high proportion of flame retardant additives can be purged out quickly. 6-layers extrusion heads are cleaned in the shortest possible time with our cleaning concentrates. Even planetary roller extruders could be cleaned in only 20 minutes with ver-rus cleaning concentrates.
Blow molding
In the shortest time and few cycles
Changes from blue to white in only 3 cycles with our chemical cleaner

From black to transparent in just a few minutes in the extrusion blow molding process.

Practical application
In this demo film you can see how our cleaning concentrates or cleaning granules are used. (german language)